

Продукция
-
Гибка SG


-

Серия GP 3015: Лазерный резак с поворотной платформой
-

Портальная система загрузки/выгрузки
-

Серия GP 6025: Лазерный резак с поворотной платформой
-

Роторно-рычажная система загрузки/выгрузки
-

Автоматизированная система гибки
-

Серия GL 14030: Напольный лазерный резак (возможна кастомизация)
-

Серия GA13026: Одноплатформенный лазерный резак
-

Серия GTC: Трубный лазерный резак с 3 патронами
-

Многорядный склад трубных заготовок
-
Серия GA3015: Одноплатформенный лазерный резак
-

Серия GL 25040: Напольный лазерный резак (возможна кастомизация)
-

Стандартная установка для удаления заусенцев XDP-RRD
-

Стандартная установка для удаления заусенцев XDP-RP
-

Лазерная сварочная установка
-

Стандартная установка для удаления заусенцев XDP-MRP
-

Роторно-рычажная система загрузки/выгрузки с материальным складом











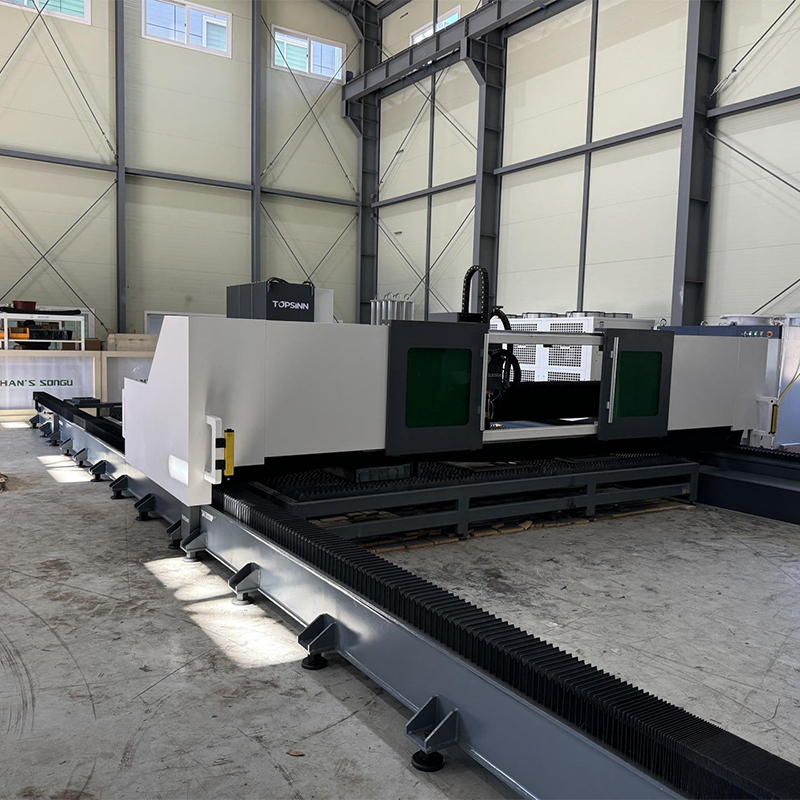
Серия GTD: Трубный лазерный резак с 4 патронами
Раздельная конструкция станины, боковое подвесное расположение станка.
Описание
маркер
Станок для резки сверхдлинных и сверхтяжёлых труб

Раздельная конструкция станины, боковое подвесное расположение станка.
Благодаря термообработке и высокоточной механической обработке, раздельная станина обладает высокой жёсткостью и стабильностью, что гарантирует точность обработки на протяжении длительного времени. Боковая подвесная конструкция в сочетании с автоматической системой подачи значительно повышает эффективность и удобство работы




Машина подачи и выгрузки:
Полная система подачи состоит из конвейерной цепи и поддерживающей структуры. Максимальная нагрузка устройства подачи составляет 1500 кг, при этом подача одной трубы возможна до 600 кг. Обеспечивается автоматическая подача труб одного типа партиями, что позволяет полностью автоматизировать процесс резки и значительно снизить затраты на рабочую силу.

1. Поперечная балка проходит отжиг для снятия внутренних напряжений, что обеспечивает жёсткость и стабильность движущихся частей лазерной головки. Во время движения конечные выключатели ограничивают ход, а на обоих концах установлены эластичные буферы в качестве механических ограничителей, что обеспечивает безопасность работы системы.
2. Механизм оси предназначен для вертикального перемещения лазерной головки. Движение контролируется ЧПУ-системой, которая управляет сервоприводом. Привод приводит в движение линейный модуль, заставляя Z-ось двигаться вверх и вниз. Конечные положения контролируются датчиками приближения, обеспечивая безопасное и надёжное перемещение.


Электрическая система управления (система Бочу 5000)
Система управления волоконным трубчатым лазерным станком состоит в основном из системы числового программного управления Бочу, сервосистемы и системы низковольтной электроники. Оснащена высокопроизводительной ЧПУ Бочу, основанной на системе ОКНА, с высокой скоростью интерполяции и удобством эксплуатации. Сервосистема состоит из импортных AC-сервомоторов и приводов, отличается надёжностью, хорошими динамическими характеристиками, высокой нагрузочной способностью и удобством эксплуатации. Кнопки управления машины выполняют разные функции в зависимости от режима работы, что уменьшает количество кнопок и упрощает панель управления. Во всех режимах работы функции отображаются в виде меню, что делает управление интуитивно понятным.

Преимущества системы числового программного управления:
1) На основе шинной системы реального времени и технологии управления в процессе. Резка углов труб происходит быстрее (в 2 раза быстрее по сравнению с отраслевыми стандартами), лучшее сопровождение углов и более стабильное качество резки. Поддерживается остановка и возобновление обработки на любом участке, начало обработки с произвольной точки. Поддержка резки с постоянной высотой, автоматического поиска края, начала и завершения реза вне заготовки.
2) Поддержка ступенчатого прокалывания, прогрессивного прокалывания и предварительного прокалывания. Возможность раздельной настройки параметров прокалывания и резки: мощности лазера, частоты, формы лазера, типа газа, давления, высоты следования и др.
3) Поддержка ступенчатого прокалывания, прогрессивного прокалывания и предварительного прокалывания. Возможность раздельной настройки параметров прокалывания и резки: мощности лазера, частоты, формы лазера, типа газа, давления, высоты следования и др.
4) Гибкие функции автоматической и ручной сортировки. Поддержка группировки с фиксированной последовательностью обработки. Уникальная функция просмотра последовательности обработки — более интерактивная, чем имитация.
5)Визуальная настройка линий входа и выхода, компенсации ширины реза и т. д. Автоматическое различение внутреннего и внешнего контура с соответствующим направлением компенсации. Проверка линий входа.
6) Уникальная функция калибровки прямоугольной трубы в одно касание и автоматическое определение центра вращения трубы.
Серия GTD (4 патрона)
| Модель оборудования | GTD 12052 |
| Круглая рабочая зона (мм) | Φ15–Φ250 |
| Квадратная рабочая зона (мм) | □15–□180 |
| Прямоугольная рабочая зона (мм) | 200×150 |
| Максимальная скорость по оси X | 100m/min |
| Максимальная скорость по оси Y | 120m/min |
| Длина ручной загрузки (мм) | ≤7000 |
| Длина автоматической загрузки (мм) | 5750–6200 |
| Точность позиционирования по осям X/Y | ±0.03/1000(7000±0.1) |
| Повторяемость по осям X/Y | ±0.03 |
| Максимальная точность | 1.2G |
| Длина хвостовой части (мм) | ≤0–35 |
| Резка под углом | ±45° |
| Габариты оборудования (мм) | 12500×3200×2800 |
связаться с нами
Сопутствующие популярные продукты
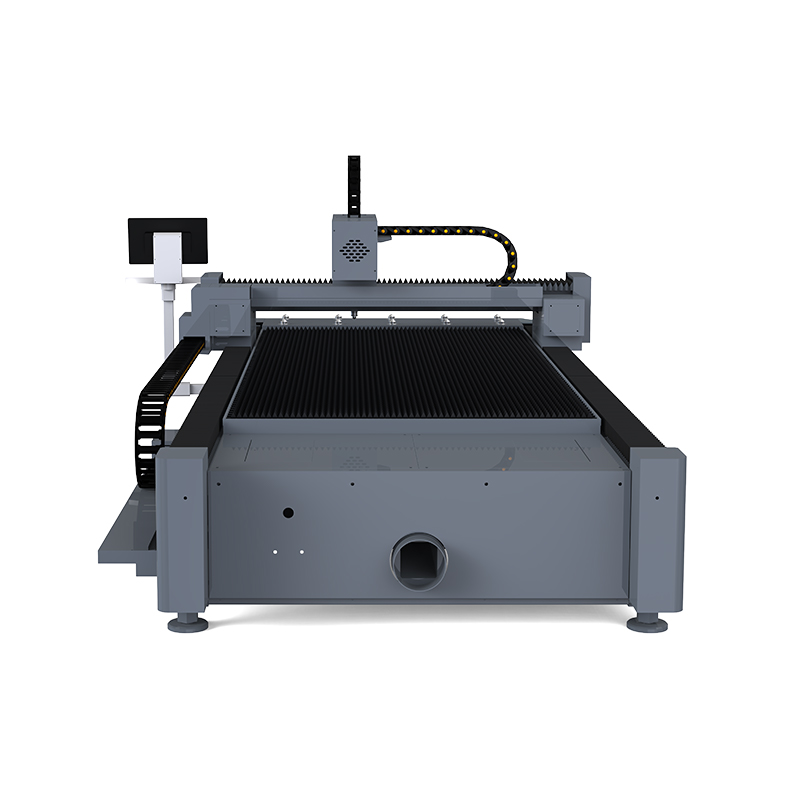
Серия GA3015: Одноплатформенный лазерный резак
Серия GA использует полуполую конструкцию станины, которая предотвращает передачу тепла от лазера к корпусу, эффективно устраняя тепловую деформацию. Машина обладает высокой жесткостью и низкой частотой резонанса, что продлевает срок службы.
Роторно-рычажная система загрузки/выгрузки
Система загрузки и выгрузки с вращающимся рычагом — двухслойная конструкция платформы, лучший выбор для эффективной модернизации автоматизации

PBS150-3200 Листогибочный пресс с ЧПУ
Оборудование оснащено интеллектуальной многокоординатной системой ЧПУ с рычажным механизмом, которая обеспечивает скоординированное движение каждой оси, эффективно обеспечивает стабильность и последовательность гибки, а также значительно повышает динамическую реакцию и точность позиционирования оборудования.
Серия GP 6025: Лазерный резак с поворотной платформой
Серия GP лазерных режущих станков использует полую конструкцию станины. Полностью закрытая внутренняя полость эффективно изолирует теплопередачу от лазера, предотвращая нагрев или деформацию основных зон, обеспечивая повышенную жесткость оборудования, превосходную виброустойчивость, стабильную и надежную длительную работу, а также увеличенный срок службы.

Стандартная установка для удаления заусенцев XDP-RPR
Это оборудование специально разработано для обработки кромок деталей из листового металла после лазерной резки, штамповки и пробивки. Оно оснащено функциями эффективного удаления заусенцев, удаления оксидной пленки и автоматической компенсации.
Серия GL 25040: Напольный лазерный резак (возможна кастомизация)
Секционная модульная конструкция станины повышает устойчивость станка, уменьшает деформации, обеспечивает превосходную жесткость и плавность работы при ускорении/замедлении, что значительно увеличивает срок службы оборудования. Длина станины может быть изготовлена по индивидуальным требованиям.
Многорядный склад трубных заготовок
Многорядный склад труб SG ONE + система загрузки и разгрузки — это интегрированное интеллектуальное решение для хранения и автоматической загрузки длинных материалов, таких как круглые и квадратные трубы.
Серия GL 14030: Напольный лазерный резак (возможна кастомизация)
Оборудование использует модульную секционную конструкцию, что обеспечивает повышенную устойчивость, превосходную устойчивость к деформациям и жесткость.

Многорядный склад листового металла с портальной загрузкой/выгрузкой
SG ONE Многорядный склад для листов + система загрузки и разгрузки с портальным краном представляет собой высокоэффективное и высокоплотное автоматизированное логистическое решение, разработанное для заводов по резке листового металла с большими объемами производства.
Лазерная сварочная установка
Благодаря системе водяного охлаждения максимальная выходная мощность может достигать 3 кВт.
Стандартная установка для удаления заусенцев XDP-RP
Это оборудование специально разработано для обработки кромок деталей из листового металла после лазерной резки, штамповки и пробивки. Оно оснащено функциями эффективного удаления заусенцев, удаления оксидной пленки и автоматической компенсации.

PBS63-1500 Листогибочный пресс с ЧПУ
Данное оборудование оснащено интеллектуальной системой управления многокоординатным соединением, обеспечивающей плавную работу и эффективную координацию процесса гибки, а также повышение динамического отклика и точности работы всего оборудования.

Роботизированная сварочная система
В целях удовлетворения требований к эффективности, гибкости, безопасности и стабильности в различных промышленных сварочных сценариях, SG ONE предлагает два интеллектуальных решения для сварочных систем.
Серия GA13026: Одноплатформенный лазерный резак
Серия GA с крупногабаритной станиной использует полуполую конструкцию, которая полностью исключает теплопередачу от лазера к станине. Основная конструкция не имеет зон нагрева и деформации, обеспечивая высокую жесткость станка, низкую резонансную частоту и увеличенный срок службы.

Гибкий гибочный центр
Гибочные инструменты изготовлены из кованого материала 42CrMo, прошли строгую черновую и чистовую обработку, а также термообработку, отпуск и лазерную закалку, что гарантирует длительный срок службы и стабильные характеристики гибки для удовлетворения различных технологических потребностей.

Лазерная очистная установка
Уникальная конструкция двухтемпературного водяного охлаждения лазера STABLE-XH позволяет легко и непрерывно производить очистку лазером мощностью 6 кВт, не опасаясь экстремальных температур.

